

Why are industrial ATX motherboards the first choice in industrial applications?
2024-11-21
Why are industrial ATX motherboards the first choice in industrial applications?
In today's era of rapid technological development, the industrial field has an increasing demand for high-performance and high-reliability electronic hardware equipment. Industrial ATX motherboards have undoubtedly become the first choice in many industrial applications, and there are many convincing reasons for this.
Industrial ATX motherboard: The best choice for industrial applications - A complete analysis of OTOMO electronic hardware solutions
OTOMO, as an industry-leading electronic hardware solution provider, has always been at the forefront of technological innovation. Since its establishment, it has stood out in the fierce market competition with its unique advantages of integrating industry and trade. It has a professional and creative team that integrates R&D, design, manufacturing and sales, and carefully crafts various electronic products and services for global customers.
Industrial ATX motherboards have demonstrated unparalleled adaptability in industrial application scenarios. Whether it is intelligent teaching equipment in the education industry, the core control system of industrial automation production lines, or key nodes in emerging fields such as the Internet of Things and smart cities, industrial ATX motherboards can play a key role with their stable performance. In the field of medical health, it can provide a solid computing foundation for precision medical instruments to ensure the accuracy of diagnosis and treatment; in scientific research institutions, it carries the task of high-speed processing and analysis of complex experimental data; in consumer electronics and automotive electronics, it can also adapt to diverse functional requirements and harsh usage environments.
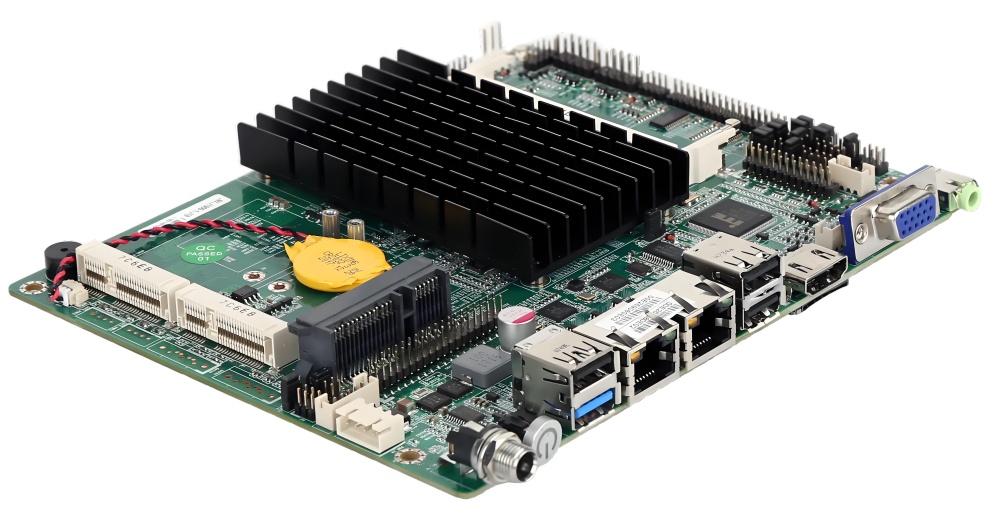
Among OTOMO's industrial motherboard series, the industrial ATX motherboard is particularly prominent. It has powerful processing capabilities and can easily handle the calculation and transmission of massive data. Its high-reliability design has been strictly screened and tested, and can operate stably in various harsh industrial environments, such as high temperature, high humidity, and strong electromagnetic interference. This means that in the industrial production process, it can effectively reduce downtime caused by hardware failures, improve production efficiency, and reduce maintenance costs.
In addition to the industrial ATX motherboard, OTOMO's development board series, such as the Raspberry Pi development board series, the STM32 development board series, and the ESP32 development board series, provide a broad creative realization platform for developers at different levels. The module series includes Wi-Fi modules, LoRa modules, Zigbee modules, radar modules and switch modules, etc., which provide strong technical support for the connection and communication of devices in cutting-edge fields such as the Internet of Things. In addition, OTOMO also provides customized services, which can tailor personalized solutions according to the specific needs of customers. Whether it is special interface design or unique functional module integration, it can meet them one by one.
In summary, the reason why industrial ATX motherboards have become the first choice in industrial applications is not only because of their own excellent performance and reliability, but also because of the full support and diversified product portfolio provided by professional providers like OTOMO. In the future industrial development process, industrial ATX motherboards will continue to shine in various industries and promote the continuous progress of industrial digitalization and intelligence.



